Содержание
Сварка аргоном — Красноярск
Провар.ру предлагает услуги сварки аргоном в Красноярске профессионально. Мы свариваем следующие виды металлов: алюминий, нержавеющая сталь, медь, латунь, бронза, титан, чугун, а также другие разнородные металлы и сплавы. Стоимость от 300р. на виды работ с минимальной трудоемкостью и затратами материалов. Цена может меняться в зависимости от сложности работы, толщины изделия, количества проходов при сварке изделий большой толщины, а также дополнительной обработки до и после сварки. Вы можете узнать ориентировочную цену работы и каким видом сварки ее можно решить, отправив фото проблемы на WhatsApp/Viber тел. 8-929-33-99-100, а также электронную почту [email protected] или звоните.
В любом случае цена будет адекватна, так как работы выполняются без посредников, а швы получатся качественные и полным проваром. Аргонную сварку в большинстве случаев мы применяем для изделий из алюминия и дюралюминия, меди и других цветных металлов и сплавов. Для изделий из нержавейки и разнородных сталей используется не только сварка аргоном, но и ручная дуговая электродом при толщине металла от 3мм и полуавтоматическая сварка при толщине металла от 0,5 до 2мм, чтобы не завышать конечную цену своим клиентам.
Для изделий из нержавейки и разнородных сталей используется не только сварка аргоном, но и ручная дуговая электродом при толщине металла от 3мм и полуавтоматическая сварка при толщине металла от 0,5 до 2мм, чтобы не завышать конечную цену своим клиентам.
Аргонная сварка (TIG)
На сегодняшний день аргонная сварка является одним из самых востребованных способов соединения металлов и применяется чаще всего к изделиям из алюминия и его сплавов. Алюминий очень капризен при нагревании и взаимодействии с кислородом, так как в результате такого взаимодействия поверхность детали покрывается тонкой пленкой, не позволяющей сплавить металл и произвести сварку. Алюминий варится на переменном токе, в отличие от большинства других металлов, сварка которых чаще всего производится постоянным током. В обоих случаях прямая полярность, «-» на горелке, «+» на изделии. Химические свойства аргона полностью исключают взаимодействие частиц кислорода и нагретого металла.
TIG — в расшифровке означает Tungsten Inert Gas — Вольфрам, Инертный, Газ.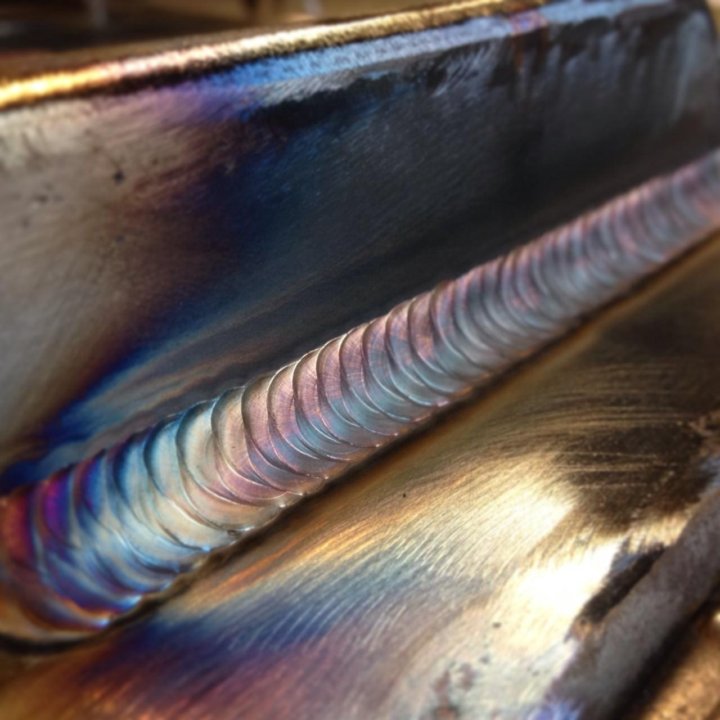 То есть сварка вольфрамовым электродом в среде инертного газа. В нашем случае защитным газом служит аргон, по этой причине в быту данный способ получил название сварка аргоном, хотя правильнее она будет называться аргонодуговой сваркой, ведь сама сварка является электрической. Аргонная сварка — это смесь электродуговой и газовой сварки. От первого способа была получена электрическая дуга, а от второго — примерно тот же принцип работы и манипуляции горелкой. В процессе сварки аргон непрерывно защищает сварочную ванну от влияния окружающей среды, воздуха и других газов, позволяя получать высококачественные, долговечные и почти незаметные швы с мелкой чешуйчатостью без дефектов. Помимо сварки алюминия и его сплавов данный метод получил широкое применение в работе и с другими металлами: бронза, латунь, медь, нержавейка, титан, разнородные стали.
То есть сварка вольфрамовым электродом в среде инертного газа. В нашем случае защитным газом служит аргон, по этой причине в быту данный способ получил название сварка аргоном, хотя правильнее она будет называться аргонодуговой сваркой, ведь сама сварка является электрической. Аргонная сварка — это смесь электродуговой и газовой сварки. От первого способа была получена электрическая дуга, а от второго — примерно тот же принцип работы и манипуляции горелкой. В процессе сварки аргон непрерывно защищает сварочную ванну от влияния окружающей среды, воздуха и других газов, позволяя получать высококачественные, долговечные и почти незаметные швы с мелкой чешуйчатостью без дефектов. Помимо сварки алюминия и его сплавов данный метод получил широкое применение в работе и с другими металлами: бронза, латунь, медь, нержавейка, титан, разнородные стали.
Суть процесса
В процессе аргонодуговой сварки сварочный пруток (проволока) подается в разогретый вольфрамовым электродом металл, а именно в сварочную ванну. Подача проволоки происходит в такие моменты, когда сварочная ванна на основном металле нагрета и готова сплавиться с присадочным материалом. Тем самым в процессе сварки при подаче присадки мы остужаем ванну, затем снова нагреваем и опять остужаем проволокой. Вот такой циклический процесс. Таким образом получаются качественные швы с равномерной чешуйчатостью и полным проваром.
Подача проволоки происходит в такие моменты, когда сварочная ванна на основном металле нагрета и готова сплавиться с присадочным материалом. Тем самым в процессе сварки при подаче присадки мы остужаем ванну, затем снова нагреваем и опять остужаем проволокой. Вот такой циклический процесс. Таким образом получаются качественные швы с равномерной чешуйчатостью и полным проваром.
Разумеется, лишь понимания процесса недостаточно, для получения высококачественных швов требуется высокая квалификация сварщика и немалый опыт, особенно при сварке алюминия и его сплавов. Провар.ру на высоком уровне выполняет сварку аргоном в Красноярске на новом современном оборудовании, с гарантией получения герметичных, высококачественных равномерных швов без внутренних и наружных дефектов, таких как поры, кратеры, подрезы, вольфрамовые включения, непровары.
Также при необходимости в работе используются инновационные методы аргонодуговой сварки, например такие как сварка с пульсирующим током. В момент импульса тока происходит расплавление металла, а во время паузы его кристаллизация. Такой способ позволит получить более глубокое проплавление с полным проваром в любом пространственном положении даже при мелких недочетах в сборке изделия, восстановлении трещины, а также для толстостенных деталей. Пульсирующий ток не допускает перегрева металла и полностью исключает появление деформации после сварки, которая на некоторых деталях или узлах может быть недопустима.
Такой способ позволит получить более глубокое проплавление с полным проваром в любом пространственном положении даже при мелких недочетах в сборке изделия, восстановлении трещины, а также для толстостенных деталей. Пульсирующий ток не допускает перегрева металла и полностью исключает появление деформации после сварки, которая на некоторых деталях или узлах может быть недопустима.
Преимущества
К преимуществам сварки аргоном (TIG) можно отнести следующие моменты:
- • Универсальность в работе;
- • Простота сварочного процесса по сравнению с другими способами сварки;
- • Чистые, аккуратные равномерные сварные швы;
- • Возможность сваривать большее количество различных металлов и сплавов. Хорошо свариваются алюминий, медь, нержавеющая сталь, бронза и т. д.;
- • Менее требовательна к квалификации по сравнению с ручной дуговой. По причине отсутствия шлака в процессе работы аргонная сварка дает возможность лучше контролировать сварочную ванну и сам процесс сварки.

- • Отсутствие искр, брызг и задымления воздуха как при ручной дуговой сварке электродами или полуавтоматической;
- • Выполнение работ на низких токах для сварки изделий малой толщины.

Единственное, что можно сказать о недостатках — это более высокая стоимость расходных материалов и газа по сравнению с ручной дуговой электродом и полуавтоматом.
Информация
Мы используем сварку аргоном в случаях с алюминием и его сплавами, медью и другими цветными металлами, а также в случаях необходимости заварить что-то мелкое и «ювелирное» на низком токе. Для изделий из черного металла больших и малых толщин, чтобы не увеличивать конечную цену для клиента, используется ручная дуговая и полуавтоматическая сварка в CO2.
Получить более подробную информацию Вы можете по тел. 8-929-33-99-100, написать в онлайн чате, либо отправив фото изделия и вопросы на E-mail [email protected]. Будем рады видеть Вас среди наших клиентов и оказать помощь в решении возникшей проблемы!
Сварка аргоном Красноярск / Другое / Услуги Красноярск
Все услуги / Красноярск / Другое
Центр выкупа: Правка литых дисков, сварка аргон. Скупка шин и дисков
Скупка шин и дисков
Красноярск
Правка литых дисков, сварка аргон. Скупка шин и дисков в Красноярске. Моментальный расчет наличными.
| Наименование | Цена |
|---|---|
| Оценка | 0 ₽ |
+7 905 996-xx-xx, Центр выкупа, Центр выкупа
+7 905 996-xx-xx
Любовь Герасимова: Сварка аргоном
Красноярск
Сварка аргоном. Октябрьский, Калинина. Качественно, быстро. Опыт более 15 лет. Работа с любым металлом и с любой деталью. Выезд по городу и за пределы.
| Наименование | Цена |
|---|---|
| Сварка аргоном | 500 ₽ |
+7 923 772-xx-xx, Любовь Герасимова
+7 923 772-xx-xx
Иван: Сварка аргоном
Красноярск
Делаем любые сварочные работы связанные с аргоном , в наличии так же полуавтомат. Работаем так же с выездом. Работаем в Красноярске и ближайших районах.
Работаем так же с выездом. Работаем в Красноярске и ближайших районах.
| Наименование | Цена |
|---|---|
| сварка | 1 ₽ |
| сварочные работы | 1 ₽ |
| полуавтомат | 1 ₽ |
| аргон | 1 ₽ |
+7 923 782-xx-xx, Иван, Иван Звягинцев, @ivan_zv
+7 923 782-xx-xx
Филипп: Сварка аргоном
Красноярск
Предоставляем услуги по сварке аргоном. Варим чугун, сталь, алюминий и многое другое. Любые металлоконструкции. Работаем с выездом , так же в мастерской.
| Наименование | Цена |
|---|---|
| сварка | 1 ₽ |
| аргонная сварка | 1 ₽ |
| сварочные работы | 1 ₽ |
+7 983 295-xx-xx, Филипп, Филипп, @filipp87
+7 983 295-xx-xx
Сварка — аргон, полуавтомат, ручная
Красноярск, р-н Железнодорожный
Провар. ру — профессиональная сварка! Ручная, полуавтомат, аргон. Сталь, нержавейка, алюминий, медь, титан, латунь, бронза. Профессионально, качественно! Гарантия на работы. Фото работ и отзывы …
ру — профессиональная сварка! Ручная, полуавтомат, аргон. Сталь, нержавейка, алюминий, медь, титан, латунь, бронза. Профессионально, качественно! Гарантия на работы. Фото работ и отзывы …
+7 983 200-xx-xx
+7 983 200-xx-xx
Андрей: Сварка аргоном
Красноярск, р-н Советский
Сварка АРГОНОМ любых цветных и черных металлов — БЫСТРО КАЧЕСТВЕННО НЕДОРОГО
+7 967 612-xx-xx, Андрей
+7 967 612-xx-xx
2
«РосРесурс»: Автосервис
Красноярск
Переоборудование (документально, официально) Ремонт грузовиков, сварочные работы, восстановление и ремонт рам, восстановление и ремонт полуприцепов, фур. Быстро, не дорого, качественно!!! Сварка, аргоном. …
+7 923 306-xx-xx, «РосРесурс»
+7 923 306-xx-xx
5
Правка (ремонт) литых дисков
Красноярск, р-н Советский
ремонт аварийных дисков !!! — сварка аргоном !!! — порошковая покраска !!! — ремонт боковых порезов !!! — пескоструйные работы. .
.
Адрес: Красноярск, Маерчака, 42
Время работы: Ежедневно с 09:00 до 20:00 +7 923 354-xx-xx, Шиносервис, @diskokras24
+7 923 354-xx-xx
6
алексей: Сварка аргоном,сварка металлоконструкций
Красноярский край, Красноярск
сварка аргоном, сварка заборов,ворот,калиток,оградок,перил,лавочек,урн,свара по вашим чертежам,эскизам
+7 908 222-xx-xx, алексей
+7 908 222-xx-xx
Леонид: Аргонно дуговая сварка
Красноярск, р-н Центральный
Услуги:аргоно-дуговой сварки сварщиком по НАКС-Национальное Агенство Контроля Сварки. — Алюминий Нержавейка Титан — Гарантия:
+7 967 608-xx-xx, Леонид
+7 967 608-xx-xx
Правка дисков, сварка аргон — шиномонтаж, 3 отзыва — Красноярск, улица Академика Вавилова, 1с75
 org/PostalAddress» title=»адрес»>
org/PostalAddress» title=»адрес»>Красноярск, улица Академика Вавилова, 1с75
- 209-59-59
Cкажите, что нашли информацию на АвтоТочках при звонке или визите — это повысит
ваши шансы на хорошее обслуживание.
После посещения шиномонтажа «Правка дисков, сварка аргон» напишите отзыв — так вы
поможете другим
автовладельцам выбрать качественное место.
Способы оплаты
- MasterCard
- Visa
- Безналичный расчет
- Наличными
Фотографии
Добавить отзыв
Правка дисков, сварка аргон — отзывы
Написать отзыв
Очень хороший сервис!) делают на совесть, без спешки, кропотливо! Молодцы
Ребят спасибо , за работу ! Качественно и быстро !
Замечательная работа мастеров. И как бы это не звучало офигел что у них такой крутой зал ожидания, ни у каждого дома так уютно! Удивили, я ваш клиент на всегда! Мастерам привет.))
И как бы это не звучало офигел что у них такой крутой зал ожидания, ни у каждого дома так уютно! Удивили, я ваш клиент на всегда! Мастерам привет.))
Добавление нового отзыва
Вы:
Новый пользователь
Пользователь АвтоТочек
Ваш e-mail:
Имя пользователя:
Вы принимаете условия
пользовательского соглашения.
Ваша оценка:
обслуживали автомобиль:
Выберите маркуВАЗВелтаГАЗЕРАЗЗАЗЗИЛИЖКАМАЗЛУАЗМосквичСеАЗТагАЗУАЗACAcuraAdmiralAlfa RomeoAlpinaAroAsiaAston MartinAudiBentleyBMWBrillianceBugattiBuickBYDCadillacCaterhamChanaChangfengCheryChevroletChryslerCitroenDaciaDadiDaewooDAFDaihatsuDaimlerDerwaysDe TomasoDodgeDoninvestDonkervoortEagleFAWFerrariFiatFordFotonFSOFSRGeelyGeoGinettaGMCGonowGreat WallHafei MotorHaimaHoldenHondaHuanghaiHummerHyundaiInfinitiIntrallIran KhodroIsuzuJaguarJeepJinbeiJMCKiaKoenigseggLamborghiniLanciaLand RoverLandwindLexusLifanLincolnLotusMahindraMarcosMarutiMaseratiMaybachMazdaMcLarenMercedes-BenzMercuryMetrocabMGMicrocarMiniMitsubishiMitsuokaMorganNissanOldsmobileOpelPaganiPanozPeugeotPlymouthPontiacPorscheProtonPUCHRenaultRoeweRolls-RoyceRoverSaabSaleenSamsungSaturnScionSEATShuanghuanSkodaSmartSpykerSsangYongSubaruSuzukiTalbotTataTatraTianmaTianyeTofasToyotaTrabantTVRVenturiVolkswagenVolvoVortexWartburgWiesmannXin KaiYzkZX
Выберите модель
Ваш отзыв:
Напишите, как можно подробнее, что именно вам понравилось, или чем конкретно вы недовольны.
Схема проезда:
шиномонтаж «Правка дисков, сварка аргон»,
расположенный по адресу
«Красноярск, улица Академика Вавилова, 1с75»
Для полноценной работы с АвтоТочками
ваш браузер должен поддерживать
JavaScript.
Включите его в настройках.
Найти
другие шиномонтажи на карте
Также по адресу «Красноярск, улица Академика Вавилова, 1с75»
Автосервис «Технологии Путешествий»
Красноярск, улица Академика Вавилова, 1с75Магазин автозапчастей «Технологии Путешествий»
Красноярск, улица Академика Вавилова, 1с75Шиномонтаж «Технологии Путешествий»
Красноярск, улица Академика Вавилова, 1с75
Ближайшие шиномонтажи
Шиномонтаж «Авто химчистка»
Красноярск, Затонская улица, 22/4Шиномонтаж «Технологии Путешествий»
Красноярск, улица Академика Вавилова, 1с75Шиномонтаж «G-energy Service, СТО»
Красноярск, улица 60 лет Октября, 148с9Шиномонтаж «АБК-сервис»
Красноярск, улица Академика Вавилова, 1с3Шиномонтаж «ZverAuto»
Красноярск, улица 60 лет Октября, 115
Другие точки в пределах 5 минут езды
Автосервис «Sound Art»
Красноярск, улица Академика Вавилова, 1гАвтосервис «С.
Т. О.»
Красноярск, Затонская улица, 2Магазин автозапчастей «Cервис по подбору и Поиску Автозапчастей»
Красноярск, улица 60 лет Октября, 148Г 5 боксАвтосервис «С.Т.О на СТО»
Красноярск, улица 60 лет Октября, 168с2Автосервис «СтартАвто»
Красноярск, проспект имени газеты Красноярский Рабочий, 160с4
 Т. О.»
Т. О.»Полезно? Расскажите друзьям!
Сварка АРГОН. сварочные работы любой сложности в Красноярске — объявление в Красноярске. Другое (строительство и ремонт) на интернет-аукционе Au.ru
Город Красноярск
Дополнительно
Aдрес: г. Красноярск, ул Краснодарская 44 а гаражный корп. рассвет, график работы: с 9-00 до 20-00, без выходных.
Гараж №85 .
ARGONAVT-I.tiu.ru
[email protected]
vk.com/club78656434
АРГОН. сварочные работы любой сложности очень качественно. стаж 7лет
сварочные работы любой сложности очень качественно. стаж 7лет
— изготовление выхлопных трасс
— ремонт старого выхлопа
— ремонт лодочных моторных винтовых лопастей
— ремонт мелких деталей для вашего автомобиля(трубки.штуцера.кронштейны и т.д.)
— ремонт деталей из чугуна 100р см — ремонт деталей из нержавейки 10р см 0.8 до 10мм — ремонт деталей из черного металла
— ремонт деталей из аллюминия от 25р до55 0.8 до 10мм 10% скидка свыше 3х-метов
— ремонт лопнувших лобовых частей агрегата двс
— ремонт пробитых поддонов агрегата 900р
— ремонт пробитых бензобаков из металла и AL 1000р
— ремонт трубок кондиционера
— ремонт боковых подножек и деталей для мототехники из алюминия
— индивидуальные кенгурятники, Фаркопы, Дуги защиты, Пороги на заказ.
— изготовление интерьерных лестниц и ограждений. крыльцо навессы
— сварка дисков, пайка
— печи и котлы от 3мм до 10мм из трубы или листа
— сварочные работы, Выезд. 500р за
-CI от 50р
-AL от 10р до 45р см за изготовление баков-лестниц- и т.д -по часовая работа сварщика от 800р за час с слесарям( помощником сварщика ) от 1400р в зависимости какие виды работ будут проводиться! -изготовление ни стандартных деталей-металла конструкции и т.д -индивидуальный подход к каждому клиенту.
-качество сварного шва 100% Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Поделиться этим лотом:
Сварка аргоном цветных металлов и чугуна в Емельяново MexZona.Ru
Выберите город
- Главная
- Аренда
- Услуги, прокат оборудования
- Аренда сварочного оборудования
Изменить область
Красноярск
Норильск
Ачинск
Канск
Железногорск
Минусинск
Зеленогорск
Лесосибирск
Назарово
Шарыпово
Сосновоборск
Дивногорск
Дудинка
Боготол
Берёзовка
Енисейск
Шушенское
Бородино
Иланский
Ужур
Кодинск
Емельяново
Показать больше городов
КурагиноУярЗаозёрныйСолнечный
Все
Аренда ручных плазморезов
Аренда газовой сварки (услуги резки)
Ручная дуговая сварка
Аренда лазерной сварки (услуги пайки)
Сварка аргоном
Контактная сварка
Аренда сварочных генераторов
Аренда автомата, полуавтомата
Аренда паяльников
Сварка пластика, полимеров, линолеума (стыковая, аренда экструдеров)
Гидроабразивная резка
Смотрите также:
Аренда лазерных станков
,
Услуги плазменной резки на станках
Устали сами звонить в поисках техники? Оставьте заявку.
 Пусть они звонят вам!
Пусть они звонят вам!
Заказать сварочник
Закажите сварку радиаторов и чугуна, прокат аргонодугового сварочного инвертора (TIG, MIG) в ближайшем городе к Красноярскому краю, Емельяново.
Зарегистрироваться и разместить объявление
Рассмотрите ближайшие к Емельяново предложения, расстояние указано по прямой (без учета длины автомобильных дорог)
119 км до Емельяново
Аренда аргонного аппарата BlueWeld 220
Сварка Аргоном
150
метр
Ачинск, Красноярский край
6 лет назад
+7(913) 565-4400
подробнее
1 138 км до Емельяново
Аренда аргонного аппарата MITSUI 250tig ac/dc
Новатор
50
метр
Калачинск, Омская область
4 года назад
сварщик 6 разряда. качество гарантирую
качество гарантирую
+7(961) 882-2314
подробнее
1 684 км до Емельяново
Аренда аргонного аппарата FUBAG 757
АРГОН-ЦЕНТР
500
час
Курган, Курганская область
5 лет назад
+7(912) 062-0505
подробнее
2 973 км до Емельяново
Аренда аргонного аппарата AIRMAN tig200
Частное лицо
500
час
Заволжье, Нижегородская область
6 лет назад
+7(908) 153-5367
подробнее
3 395 км до Емельяново
Аренда аргонного аппарата ESAB 405
Сварка-центр-ремонт(ип Сержантов В. В.)
В.)
1 000
час
Тула, Тульская область
6 лет назад
+7(903) 039-5788
подробнее
* Расстояние между населенными пунктами расчитывается «по воздуху», без учета длины автомобильных дорог
Смотрите также:
Аренда лазерных станков
,
Услуги плазменной резки на станках
Устали сами звонить в поисках техники? Оставьте заявку.
 Пусть они звонят вам!
Пусть они звонят вам!
Заказать сварочник
Предварительно заполненный аргоновый баллон
для сварщиков постоянных ювелирных изделий 20scf — Pepetools
$194,50
$399,00
Артикул: ARGONT20
Дополнительные варианты оплаты доступны при оформлении заказа.
Заголовок по умолчанию
Количество
Вам также может понадобиться
Регулятор газа аргона для сварочных аппаратов Orion (импульсной дуги)
119 долларов
Электроды для сварки TIG Micro – 15 шт.
в упаковке56,50 долларов США
Сварочный аппарат для перманентного ювелирного браслета Orion mPulse 30 Система импульсно-дуговой сварки (стартовый комплект)
2280 долларов США
 в упаковке
в упаковке| Название продукта | Резервуар с аргоном, предварительно заполненный для постоянных ювелирных сварщиков 20scf |
| Торговая марка | Pepetools |
| SKU | ARGONT20 |
| Spot Diameter | |
| Weight | |
| Microscope Zoom | |
| Energy Range (Joules) |
Ships ground only to the lower 48 штатов через HAZMAT. Возврат невозможен и не может быть отправлен обратно полным (для возврата бак должен быть пустым). Для получения дополнительной информации свяжитесь с нами по адресу [email protected]
Возврат невозможен и не может быть отправлен обратно полным (для возврата бак должен быть пустым). Для получения дополнительной информации свяжитесь с нами по адресу [email protected]
О резервуаре с аргоном, предварительно заполненном для постоянных сварщиков ювелирных изделий 20scf
Аргон является ключевым компонентом систем импульсной дуговой сварки, поскольку он обеспечивает стабильную инертную среду, обеспечивающую точную и эффективную сварку. При использовании в сочетании с системой импульсной дуговой сварки аргон помогает уменьшить количество тепла, выделяемого в процессе сварки, в результате чего готовое изделие становится более прочным и долговечным.
Резервуар с аргоном объемом 20 кубических футов также очень удобен, так как его легко транспортировать и хранить. Это делает его идеальным выбором для тех, кому необходимо выполнять сварку на ходу или в ограниченном пространстве.
В целом, использование аргона с системой импульсной дуговой сварки — отличный выбор для тех, кто хочет создавать высококачественные постоянные украшения, такие как маленькие золотые, золотые или серебряные цепочки. Его способность создавать стабильную и стабильную среду для сварки гарантирует, что готовое изделие будет высочайшего качества, а ваши украшения выдержат испытание временем.
Его способность создавать стабильную и стабильную среду для сварки гарантирует, что готовое изделие будет высочайшего качества, а ваши украшения выдержат испытание временем.
Аргон используется в качестве защитного газа в сварочных системах Orion компании Sunstone при использовании с постоянными ювелирными системами. Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов. При этих температурах большинство металлов становятся жидкими, что позволяет сформировать сварной шов.
Аргон используется для защиты ванны расплавленного металла от элементов атмосферы, включая кислород, азот и водород. Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке.
Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению проплавления сварного шва, лучшему переносу присадочной проволоки и улучшению отделки золотой и серебряной проволоки для несъемных ювелирных браслетов.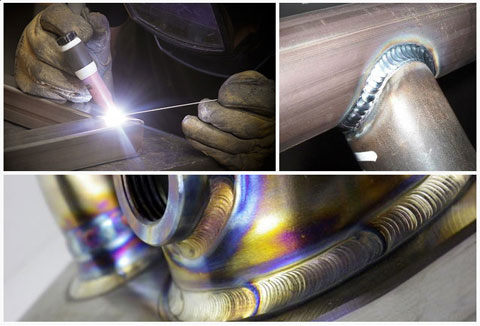 Аргон Pepetools Premium представляет собой аргон с чистотой 99,996 % (аргон 4.6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
Аргон Pepetools Premium представляет собой аргон с чистотой 99,996 % (аргон 4.6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
Насколько большой танк?
- Вес 18 фунтов
- Размеры бака: высота 14 дюймов, диаметр 5 дюймов
- Объем резервуара 20 стандартных кубических футов
- Предварительно заполненный аргоном (чистый аргон 99,99%)
- HAZMAT для судов, отшлифован только для опускания 48
О том, как долго должен работать мой баллон с аргоном?
Это зависит от ряда различных факторов, таких как частота использования, настройка давления и настройки до/после подачи. Аргон премиум-класса Pepetools поставляется в резервуаре на 20 стандартных кубических футов, который наиболее удобно носить с собой на ремесленных ярмарках при использовании в сочетании с системами постоянной сварки ювелирных изделий Orion. Резервуара на 20 кубических футов хватает в среднем на 4–6 месяцев, в зависимости от использования.
Нужен ли мне регулятор аргона?
Да, если у вас еще нет газового регулятора, нажмите здесь, чтобы заказать регулятор.
Мы настоятельно рекомендуем приобрести регулятор , чтобы обеспечить идеальное соответствие аргону Pepetools.
Регулятор «AGR Inline» не будет работать с этими баллонами
Какое рекомендуемое давление аргона?
Системы Sunstone Orion Welding лучше всего работают при давлении около 7 фунтов на квадратный дюйм. Давление можно регулировать в зависимости от заготовки и того, насколько электрод выступает из сварочного щупа. Чем дальше электрод, тем большее давление аргона потребуется для получения надлежащего покрытия
Видео о продуктах
Недавно просмотренные
#PEPETOOLS
Покажите нам, что вы создаете
Что такое аргон и почему он используется для сварки? – SPARC Welders
Являясь ключевым компонентом сварки, аргон является ценным инструментом, который позволяет сварщикам сплавлять прочные сварные швы.
Что такое аргон?
Аргон — это газ без запаха, цвета и вкуса, который составляет 0,93% атмосферы Земли.
С химической точки зрения аргон представляет собой благородный газ с символом элемента Ar и атомным номером 18.
Благородные газы считаются стабильными и имеют низкую скорость реакции. Произведено от греческого слова Аргос, означающего «ленивый» или «неактивный», оно не сочетается с другими элементами.
Его ленивый газ делает аргон уникально способным обеспечить идеальную инертную атмосферу, необходимую для ламп накаливания и люминесцентных ламп, полупроводниковых кристаллов и сварки.
Горюч ли аргон?
Аргон негорюч и не поддерживает горение. Поскольку процесс сварки иногда достигает 7000 градусов по Фаренгейту (около 3871 ° C), это безопасный вариант для сварщиков.
Ядовит ли аргон?
Аргон не только негорюч, но и нетоксичен. Однако существует опасность для здоровья при использовании аргона.
Аргон относится к простым удушающим веществам. Проще говоря, использование аргона снижает содержание кислорода в воздухе. Это может быть хорошо для дуговой сварки, но не так хорошо для сварщиков, зависящих от кислорода.
При использовании аргона для сварки рекомендуется хорошо вентилируемое рабочее место.
Реагирует ли аргон с другими газами?
Аргон является благородным газом и не вступает в реакцию с другими газами.
Другие члены группы благородных газов включают гелий, неон, ксенон, радон и криптон. Эта исключительная группа также известна как «инертные газы», потому что они плохо реагируют с другими элементами или соединениями. Фактически, определение слова «инертный» означает «химически неактивный».
Фактически, определение слова «инертный» означает «химически неактивный».
Если мы мудрим химически, то аргон может вступать в реакцию с другими элементами. Однако для того, чтобы вызвать реакцию, потребуются крайние меры. В 1962 году потребовалась целая финская команда химиков-теоретиков, чтобы заставить аргон вступить в реакцию с другим элементом.
Что такое защитный газ?
Защитные газы — это инертные газы, используемые в процессе сварки для защиты сварного шва от других элементов, находящихся в атмосфере. Такие элементы, как кислород, углекислый газ, азот или водяной пар, могут загрязнять сварной шов. Это может привести к окислению, коррозии или общему ослаблению сварного шва.
Схема из https://www.sciencedirect.com/topics/engineering/gas-metal-arc-welding
Защитные газы используются в области сварки с 1920-х годов. Они стали стандартной практикой во время Второй мировой войны, когда авиационная промышленность искала способ улучшить конструкцию самолетов.
Они стали стандартной практикой во время Второй мировой войны, когда авиационная промышленность искала способ улучшить конструкцию самолетов.
Аргон является идеальным защитным газом для работы с алюминием и цветными металлами. Гелий — еще один широко используемый защитный газ, который лучше всего подходит для сварки магния, меди и алюминия.
Почему сварщики используют аргон?
Аргон используется для сварки из-за его низкой стоимости, возможностей использования защитного газа и стабильности.
Помимо того, что он не вступает в реакцию с другими элементами, он не воспламеняется при воздействии экстремальных температур при сварке.
Его естественное изобилие в атмосфере Земли также делает его доступным вариантом газа для сварщиков.
Инженер-сварщик оценит преимущества эффективного защитного газа. Эти типы газов вытесняют другие элементы из атмосферы, защищают целостность их сварных швов и обеспечивают стабильность дуги.
Эти типы газов вытесняют другие элементы из атмосферы, защищают целостность их сварных швов и обеспечивают стабильность дуги.
Использование регулятора аргона
Регуляторы используются при сварке для контроля расхода газа из баллона в сварочный шланг.
Регулирование потока газа обеспечивает более высокое качество сварки, более безопасные условия труда и меньшее количество отходов. Подсоединение шланга непосредственно к бензобаку вместо регулятора приведет к неконтролируемому потоку газа. Это погасит сварочную дугу и потратит весь газ в баке.
Обязательно используйте регулятор, специально предназначенный для аргона. Эти регуляторы имеют два датчика. Один для определения давления в бензобаке, а другой для измерения расхода газа из бака в шланг.
Эти регуляторы аргона можно использовать для управления расходом и давлением газообразного аргона:
Расходомер аргона CO2 SPARC MIG TIG + регулятор для сварки 0–60 CFH CGA580 Расходомер на входе
Этот расходомер и регулятор аргона SPARC идеально подходит для сварщиков
Расходомер и регулятор аргона с двойным выходом от SPARC 0-60CFH CGA580
Этот регулятор и расходомер аргона с двойным выходом является высококачественной опцией SPARC
Управление скоростью потока при аргонной сварке
Сварщики используют регуляторы для управления скоростью потока газа из баллонов под давлением в сварочный шланг.
Давление в газовом баллоне измеряется в фунтах на квадратный дюйм или фунтах на квадратный дюйм. Однако скорость потока измеряется CFH или кубическими футами газа в час.
Скорость потока при использовании аргона зависит от сварщика, метода сварки и выполняемых сварочных работ. Стандартные отраслевые скорости потока обычно находятся в диапазоне от 10 до 35 кубических футов в час.
Как долго служат резервуары для аргоновой сварки?
Срок службы бака для аргоновой сварки зависит от множества факторов. Размер резервуара, скорость потока и частота использования должны учитываться для наилучшей оценки того, сколько часов бак аргона будет обеспечивать.
Сварочные баки доступны в нескольких размерах от 20 кубических футов (0,57 м³) до 330 кубических футов (около 9 м³).
Один из способов получить приблизительную оценку того, как долго прослужит резервуар, — использовать следующее уравнение:
Разделив объем баллона на скорость потока, можно определить срок службы резервуара.
Сварка МИГ и ТИГ
Наиболее распространенными методами сварки являются сварка МИГ и сварка ВИГ.
Оба используют защитные газы для защиты целостности сварного шва. Оба метода можно использовать для различных металлов, таких как алюминий, углеродистая сталь и нержавеющая сталь.
В этих двух методах сварки используется сильное тепло, выделяемое электрическим током, для расплавления металла и образования прочного соединения. Хотя оба являются эффективными методами сварки, используемыми во многих отраслях промышленности, они имеют определенные различия.
Сварка MIG
MIG означает металлический инертный газ. В процессе сварки MIG расходуемая катанка подается через ручку горелки. Это создает сварочную дугу между стержнем и основным металлом. Триггер используется сварщиком для управления подачей расходуемого стержня.
Схема из https://www.technoxmachine.com/blog/mig-vs-tig-welding/
Сварка MIG расплавляет металлический стержень вместе с основным металлом, позволяя сварщику создать сплошной металл соединение. Металлический стержень пропускается через пистолет подобно тому, как клеевой стержень плавится клеевым пистолетом.
Этот метод обычно используется, когда речь идет о более крупных или толстых металлах. Это и простая техника для изучения, и более быстрая техника для выполнения. Хотя это быстрее, он может привести к менее эстетичному сварному шву и менее прочен, чем другие процессы сварки.
Сварка ВИГ
Вольфрам в среде инертного газа широко известен как сварка ВИГ. Это метод, в котором вместо плавления катанки используется нерасходуемый вольфрамовый электрод. Это создает сварочную дугу между вольфрамовым электродом, ручным присадочным стержнем и основным металлом. Его также можно использовать без наполнителя, и в этом случае сварочная дуга возникает только между вольфрамовым электродом и основным металлом.
Его также можно использовать без наполнителя, и в этом случае сварочная дуга возникает только между вольфрамовым электродом и основным металлом.
Схема взята с https://www.technoxmachine.com/blog/mig-vs-tig-welding/
Этот метод лучше всего подходит для сварки алюминия и других небольших или тонких металлов. Углеродистая сталь и нержавеющая сталь также являются распространенными материалами для сварки TIG.
Более сложный процесс, чем сварка MIG, сварка TIG требует специальной подготовки сварщиков для получения чистых и точных сварных швов. Этот метод является более медленным процессом, чем сварка MIG, но он обеспечивает больший контроль и более чистый сварной шов.
Плюсы и минусы сварки MIG и TIG
Оба метода сварки MIG и TIG имеют свои преимущества и недостатки. Понимание этих плюсов и минусов может помочь сварщикам выбрать лучший метод для работы.
Сварка MIG проще и быстрее, что снижает производственные затраты. Тем не менее, он обеспечивает менее точные и слабые сварные швы и повышает риск появления визуально непривлекательных брызг.
В качестве альтернативы, сварка ВИГ обеспечивает более чистые и прочные сварные швы. Недостатками являются количество времени, необходимое для обучения и выполнения надлежащих сварных швов, а также более высокие производственные затраты.
Сварка с использованием различных типов аргона
Различные типы сварочных работ требуют использования различных типов газовых смесей аргона для достижения наилучших результатов. Вот несколько типов аргоновых смесей, обычно используемых для экранной сварки:
Чистый аргон
100% аргон (технически 99,99%) используется при сварке цветных металлов, таких как алюминий, медь и никель. Чистый аргон также является лучшим выбором для сварки TIG. Чистый аргон не только защищает сварной шов от загрязнения, но и защищает вольфрамовый электрод от образования оксидов вольфрама.
Чистый аргон также является лучшим выбором для сварки TIG. Чистый аргон не только защищает сварной шов от загрязнения, но и защищает вольфрамовый электрод от образования оксидов вольфрама.
Смеси аргона и двуокиси углерода
Наиболее распространенным типом газов, используемых при сварке в защитном кожухе, являются смеси аргона и CO2. Эти смеси состоят из 80-95% аргона и 5-20% СО2.
Уровень CO2 увеличивается в зависимости от толщины свариваемого материала для улучшения проплавления сварного шва. Увеличение содержания CO2 в газовой смеси также увеличивает вероятность разбрызгивания.
Эти смеси чаще всего используются для углеродистых, низколегированных и некоторых нержавеющих сталей.
Аргоно-кислородные смеси
Еще одним распространенным типом смеси являются аргон и кислород. Эти смеси варьируются от 95-99% аргона до 1-5% кислорода.
Эти смеси варьируются от 95-99% аргона до 1-5% кислорода.
Аргонно-кислородные смеси используются для сварки углеродистой и нержавеющей стали, чтобы обеспечить стабильную сварочную дугу и низкий уровень разбрызгивания.
Смеси аргона, гелия и углекислого газа
Газовые смеси Tri-mix доступны в широком диапазоне смесей, включая:
- 90 % гелия, 7,5 % аргона и 2,5 % CO2
- 66 % аргона, 26,5 % гелия и 7,5 % CO2
- 66,1 % аргона, 33 % гелия и 0,9 % CO2
Эти смеси используются для сварки нержавеющих, углеродистых и низколегированных сталей.
Опасность аргона
Аргон является относительно безопасным газом для использования в процессе сварки, поскольку он негорюч и нетоксичен. Хотя аргон безопаснее большинства других, он представляет опасность, если не принять определенные меры предосторожности.
Хотя аргон безопаснее большинства других, он представляет опасность, если не принять определенные меры предосторожности.
Удушье
Самый большой риск при работе с аргоном – это удушье. Поскольку аргон вытесняет кислород, он может привести к удушью, если его не использовать в помещении с хорошей вентиляцией.
Без надлежащей вентиляции аргон может вызвать:
- Учащенное дыхание
- Жжение в носу и горле
- Головные боли
- Сонливость
- Головокружение
- Путаница
- Тошнота
- Тремор
- Рвота
- Потеря сознания
- Смерть
При чрезмерном вдыхании аргона важно как можно быстрее перейти в помещение со свежим воздухом. При затрудненном дыхании следует ввести кислород. Если человек не дышит, выведите его на свежий воздух и примените методы искусственного дыхания (например, сердечно-легочную реанимацию). Также следует вызвать скорую медицинскую помощь.
При затрудненном дыхании следует ввести кислород. Если человек не дышит, выведите его на свежий воздух и примените методы искусственного дыхания (например, сердечно-легочную реанимацию). Также следует вызвать скорую медицинскую помощь.
Вывод на вынос
Аргон — стабильный, негорючий и нетоксичный газ. Это идеальный защитный сварочный газ, поскольку он рассеивает загрязняющие элементы в атмосфере и защищает сварные швы от окисления и коррозии.
Аргон в качестве защитного газа обеспечивает более чистые и прочные сварные швы. Сварщики используют регуляторы и расходомеры для контроля потока аргона из газового баллона в сварочную горелку.
Здесь вы найдете высококачественное сварочное оборудование SPARC. Мы предлагаем выдающуюся гарантию США сроком от 1 до 2 лет на большинство наших сварочных принадлежностей.
Мы предлагаем выдающуюся гарантию США сроком от 1 до 2 лет на большинство наших сварочных принадлежностей.
Сварка MIG с использованием 100% аргона в защитном газе
Можно ли сваривать сталь MIG с использованием 100% аргона?
С этим вопросом рано или поздно столкнется каждый сварщик, и да, вы можете сваривать сталь MIG, если у вас есть только чистый аргон. Но это не идеально. И нержавейка не рекомендуется.
И…
Кажется, всегда есть но, или два, или три. Однако в этом случае вам нужно знать, что стоит за этими «но», чтобы правильно ответить на этот, казалось бы, простой вопрос.
Зачем использовать чистый аргон?
Большинство людей, читающих эту статью, уже знают, почему кто-то может использовать 100% аргон для сварки стали методом MIG.
Необходимость.
Нехватка газа бывает у каждого сварщика. Но никто не хочет тратить драгоценное время на беготню, чтобы заправиться посреди рабочего дня. Или, может быть, ваш поставщик газа закрыт.
Или, может быть, ваш поставщик газа закрыт.
Но, если у вас есть баллон со 100% аргоном в магазине для других видов сварки, вы можете использовать его и продолжать работу. Нет перерыва, чтобы броситься за пополнением баллона с газовой смесью MIG.
Использование чистого аргона — это просто вопрос изобретательности и продуктивности в крайнем случае.
Но стальной сварной шов может быть недостаточно высокого качества в зависимости от того, что вы свариваете.
Почему 100% аргон так отличается?
Защитный газ MIG не только защищает сварной шов от вредных атмосферных газов. Да, важно не допустить проникновения этих газов и не сделать сварной шов пористым.
Но его состав также влияет на качество дуги и теплопроводность. Эти свойства также оказывают значительное влияние на получаемый сварной шов.
Итак, вам нужно знать, чего ожидать при использовании 100% аргона для сварки стали методом MIG.
Некоторые характеристики, которые вы почувствуете при его использовании, включают:
- Аргон имеет более низкий потенциал ионизации, что снижает напряжение и мощность дуги.
- Дуга менее стабильна.
- Сочетание нестабильной дуги с пониженной мощностью предотвращает образование текучей рабочей ванны. Другими словами, расплавленный металл будет жестким и трудным для обработки.
- Аргон имеет более низкую теплопроводность, а внешние края дуги остаются холодными. Это означает, что вы получаете узкое, уменьшенное проникновение с меньшим сплавлением.
- Присадочный материал располагается поверх стали в виде узкого высокого валика.
- MIG с использованием чистого аргона склонны к подрезке.
- Опыт показывает, что сварка MIG стали с использованием чистого аргона теряет пластичность. В результате при изгибе или скручивании жесткий сварной шов может треснуть или сломаться.

Сварные швы
Сравнение профилей сварного шва 100 % аргона и смеси 75 % / 25 % CO2 MIG
Таким образом, можно склеить сталь, используя хороший сварочный аппарат MIG со 100% защитным газом аргоном. Но в итоге вы получите некачественный, слабый, ломкий сварной шов.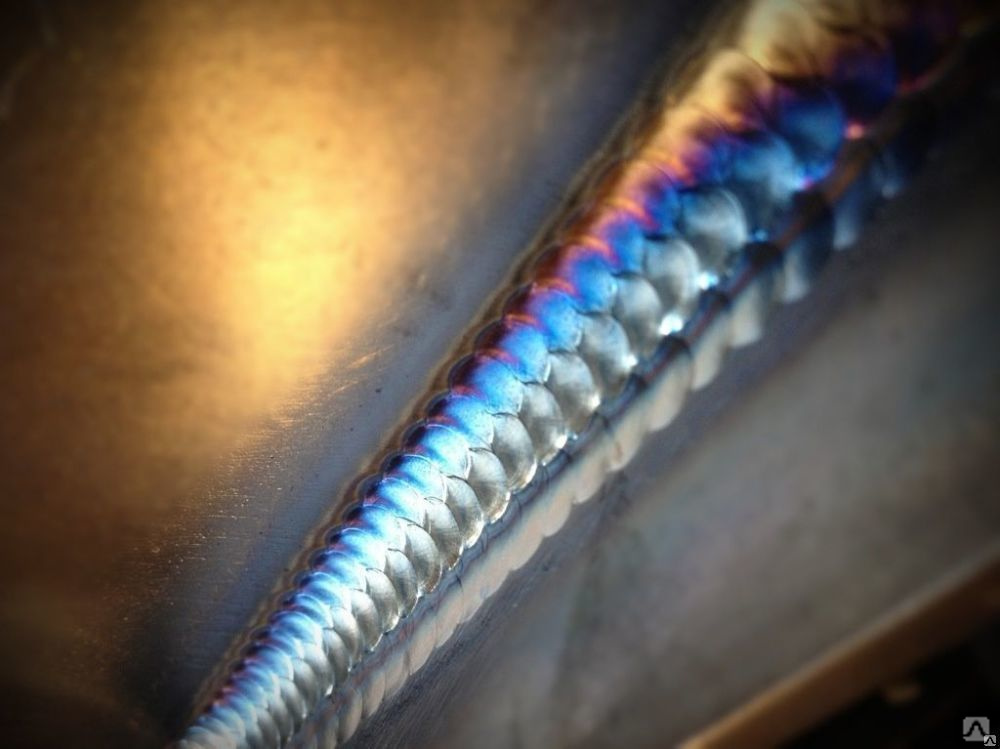
Если вам нужен прочный и качественный сварной шов, 100% аргон НЕ является хорошим выбором для сварки стали методом MIG.
Эти проблемы еще более выражены с нержавеющей сталью, и никогда не рекомендуется использовать чистый аргон для сварки нержавеющей стали MIG.
В приведенном ниже видео на YouTube представлена полезная информация и наглядные материалы о сварке стали методом MIG со 100% аргоном.
Связанные : Что такое GMAW?
Использование 100% аргона для сварки стали методом MIG
Если вы оказались в незавидном положении, когда вам приходится сваривать сталь методом MIG с использованием чистого защитного газа аргона, есть несколько советов, которые могут вам помочь.
- Скошить края соединения. Это поможет сплавить основной металл и сделать соединение более прочным.
- Увеличьте огонь, но будьте осторожны, чтобы не прожечь более тонкую сталь. Заставить шарик сидеть ровно, вероятно, будет трудно или невозможно.

Кроме того, аргон обеспечивает хорошие сварные швы при использовании другого метода сварки (например, TIG) или других основных металлов. Некоторые основные металлы, для которых может потребоваться использование 100% аргона в сварочном аппарате MIG, включают:
- Алюминий
- Титан
- Магний
- Никель (менее ⅛ дюйма)
- Медь (менее ⅛ дюйма)
И последнее интересное замечание: для некоторых более низкий провар делает сварку MIG со 100% аргоном выгодной при сварке стальных листов.
В этом случае чистый аргон может снизить вероятность проплавления тонкого основного металла. Но вы, вероятно, все равно получите высокую узкую бусину.
Прочтите также : Газы для сварки ВИГ (с таблицей)
Смеси CO2 / аргона лучше подходят для сварки стали методом МИГ и решает проблемы, связанные со 100% аргоном. Для улучшения результатов сварки MIG обычно добавляют от 5 до 25 % CO2.

Эта газовая смесь обеспечивает текучую рабочую лужу и лучшее проникновение. Кроме того, это устраняет подрезку и меньше разбрызгивания. Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
При покупке смеси аргон/CO2 газ маркируется с указанием количества CO2, добавленного к аргону.
Например, «C25» представляет собой защитный газ, состоящий из 25 % CO2 и 75 % аргона. Сварка со 100% CO2 будет иметь маркировку C100.
Подняв концепцию смешивания газов на новый уровень, используя тримиксный защитный газ (например, 90 % гелия, 7,5 % аргона и 2,5 % CO2), можно получить наилучшие сварные швы на нержавеющей стали.
Этот газ может быть дорогим и не всегда доступен для сварщика-любителя. Но для качественных сварных швов на нержавеющей стали поиск тримиксной смеси может стоить затрат и усилий.
Читать по теме : Какой размер газового баллона для MIG / TIG
Почему 100% аргон подходит для сварки стали TIG?
Сварка МИГ и сварка ВИГ отличаются применением присадочного материала и типом используемого электрода. Это влияет на дугу и характеристики сварного шва.
Это влияет на дугу и характеристики сварного шва.
При сварке МИГ в качестве электрода используется присадочная проволока, и, следовательно, необходимо непрерывно подавать проволоку к наконечнику по мере ее расхода.
В противоположность этому, при сварке TIG используется неплавящийся вольфрамовый электрод, а присадочный материал подается в дугу отдельно. Этот электрод производит стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Связанный : Сварка MIG и TIG
Таким образом, для сварки TIG требуется газ, который остается инертным даже при высоких температурах сварки. Аргон остается инертным даже при повышенных температурах. Он также обеспечивает легкий запуск, поддерживает стабильную дугу и помогает поддерживать чистоту вольфрамового электрода.
Таким образом, для сварки TIG стали с аргоном можно использовать, тогда как для сварки MIG стали лучше использовать смесь аргона/CO2.