Содержание
Шлифовка коленчатых валов, шлифовка коленвала и валов — Мотор Мастер
Грамотная шлифовка предполагает минимальную конусность и эллипсность шеек, их биение должно составлять не более 3-5 тысячных долей миллиметра. Стоит отметить, что такая процедура не ограничивается шлифованием шатунных и коренных шеек, ведь поверхности заднего и переднего сальников в процессе эксплуатации ДВС также подвергаются износу, а значит, требуют шлифовки.
Компания «Мотор Мастер» в своем распоряжении имеет специальные высокоточные станки для шлифовки коленвалов, а также высококвалифицированных и опытных сотрудников, способных выполнить эту тонкую технологическую операцию качественно и в кратчайшие сроки. Мы выполняем широкий спектр работ по восстановлению и ремонту коленчатых валов самых разных типов автомобилей и марок.
Наши специалисты проведут высокоточную шлифовку коленвала с восстановлением правильной геометрии, сделают обработку поверхности под упорные полукольца и восстановят маслосгонные накатки.
Цены указанные на сайте носят ознакомительный характер и не являются публичной офертой.
Коленчатый вал
— сложнейший механизм, ремонт которого требует высочайшего мастерства и аккуратности от автомеханика. Это очень точная деталь, поэтому малейшая ошибка при ее ремонте может потребовать новых, более дорогостоящих процедур. Шлифовка коленчатых валов — не самая простая автооперация, многими механиками она просто недооценивается, что и приводит к недоброкачественной работе.
Преимущества
Высокое
качество
Профессиональное
оборудование
Более 25 лет
опыта
3 филиала
по городу
Легковые отечественные а/м
| Наименование | Стоимость (в рублях) | |
| Шлифовка коленчатого вала | ВАЗ | 2000,00 |
| ГАЗ/УАЗ | 2400,00 | |
| АЗЛК | 2000,00 | |
| ОКА | 1300,00 | |
| Шлифовка только коренные или шатунные | -30% | |
| Полировка коленчатого вала | 300,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Шлифовка коленчатого вала | 4 цилиндра | 1800,00 |
| 5 цилиндров | 2800,00 | |
| 6 цилиндров | 3000,00 | |
| 8 цилиндров | 4500,00 | |
| 12 цилиндров | 5500,00 | |
| только коренные или шатунные | -40% | |
| узкая шейка менее 23мм | +30% | |
| Шлифовка сальниковой шейки | 250,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) | |
| Шлифовка коленчатого вала | МАЗ (6 цилиндров) | 4500,00 |
| КаМАЗ, МАЗ (8 цилиндров) | 5500,00 | |
| ЗИЛ | 4500,00 | |
| ЗИЛ (дизель Д240-245) | 4500,00 | |
| Д-160 | 4500,00 | |
| ГАЗ-51,52,53 | 4500,00 | |
| Шлифовка коленчатого вала иномарки | 3 цилиндра | 3000,00 |
| 4 цилиндра | 4000,00 | |
| 5 цилиндров | 5000,00 | |
| 6 цилиндров | 9000,00 | |
| 8 цилиндров | 12000,00 | |
| Шлифовка коленвала | от 1200 мм | +100% |
| Шлифовка коленчатого вала только (коренные или шатунные) | -40% |
Наше оборудование
Капитальный ремонт двигателя, ремонт двигателя, ремонт двс, замена двигателя, замена грм, замена агрегатов, замена свечей зажигания, ремонт блока цилиндров, капитальный ремонт двигателей, ремонт двигателей, замена грм в Красноярске
ГлавнаяКапитальный ремонт двигателей
Правильная работа двигателя – это, в первую очередь безопасность. Поэтому, при появлении первого признака некорректной работы двигателя, следует сразу принимать необходимые меры по их ликвидации. Двигатель — это важнейшая часть автомобиля. Квалификация работников предприятия позволяет решать самые сложные задачи по ремонту двигателей, деталей и узлов автомобилей. С помощью самого современного импортного оборудования опытные специалисты быстро определят любую неисправность и устранят ее в кратчайшие сроки.
Поэтому, при появлении первого признака некорректной работы двигателя, следует сразу принимать необходимые меры по их ликвидации. Двигатель — это важнейшая часть автомобиля. Квалификация работников предприятия позволяет решать самые сложные задачи по ремонту двигателей, деталей и узлов автомобилей. С помощью самого современного импортного оборудования опытные специалисты быстро определят любую неисправность и устранят ее в кратчайшие сроки.
Двигатель – это сердце автомобиля, независимо от модели и производителя. Мы выполняем профессиональную диагностику двигателей, а также ремонт всех типов, начиная от мелкого, заканчивая капитальным от которого отказываются некоторые официальные сервисные центры.
Мы предлагаем услуги по ремонту двигателей автомобилей всех марок.
РАБОТЫ ПО ГОЛОВКЕ БЛОКА ЦИЛИНДРОВ:
- Дефектовка ГБЦ
- Мойка
- Опрессовка ГБЦ
- Обработка по плоскости ГБЦ
- Замена втулок распред.вала
- Ремонт постели ГБЦ
- Замена направляющей втулки клапана
- Восстановление свечной резьбы
- Восстановление отверстия под форсунку
- Маслосъемные колпачки — замена
- Правка распред.
 вала
вала - Полировка распред.вала
- Притирка клапана
- Сборка ГБЦ
 вала
вала
РАБОТЫ ПО КОЛЕНЧАТОМУ ВАЛУ И МАХОВИКУ:
- Шлифовка коленвала с узкими шейками (менее 20мм)
- Шлифовка КВ (4 цилиндра)
- Шлифовка КВ (5-6 цилиндров)
- Шлифовка КВ (8 цилиндров)
- Полировка КВ
- Балансировка КВ с маховиком
- Обработка поверхностей под упор
- Магнитная дефектоскопия
- Замена заглушек, промывка
РАБОТЫ ПО БЛОКУ ЦИЛИНДРОВ:
- Мойка
- Опрессовка БЦ
- Опрессовка V-обр.БЦ
- Обработка по плоскости БЦ — чугун
- Обработка по плоскости БЦ — алюминий
- Гильзовка с хонингованием БЦ — чугун
- Гильзовка и хонингование БЦ — алюминий
- Гильзовка V-образного БЦ — чугун
- Гильзовка V-образного БЦ — алюминий
- Работа по 1 цил. или съем более 1 мм
- Замена вкладышей ВМПН(1 опора)
ПОРШНИ, ШАТУНЫ:
- Перепрессовка поршней
- Подгонка поршней по весу
- Подгонка шатунов по весу
- Проверка геометрии
- Восстановление нижнего отверстия шатуна
- Ремонт верхней головки шатуна
- Изготовление втулки шатуна
- Межосевое расстояние
Капитальный ремонт двигателя — наиболее оптимальный способ вернуть в строй Вашу автомашину, конечно, если ремонт производят квалифицированные специалисты с использованием оригинальных запасных частей и соблюдением требований предприятия — изготовителя. Плюсы — короткие сроки простоя автомашины, расходы только на запасные части и работу специалистов, гарантия от авторемонтного предприятия.
Плюсы — короткие сроки простоя автомашины, расходы только на запасные части и работу специалистов, гарантия от авторемонтного предприятия.
Ресурс грамотно отремонтированного двигателя после первого капремонта составляет 80% от ресурса нового двигателя, после второго капремонта — 60% от ресурса нового двигателя.
Замена картера двигателя или коленвала производится только при невозможности дальнейшего использования (для картера двигателя — проломы, недопустимая коррозия или трещины на ответственных поверхностях и т.п., для коленвала — превышение ремонтных размеров, изгиб вследствие удара или перегрева, потеря эксплутационных свойств и т.д.).
— Замена ременя ГРМ, цепь газораспределительного механизма
После каждого ремонта двигателя, при котором менялись некоторые из основных движущихся деталей двигателя (поршни, цилиндры, вкладыши коленвала, распредвал и т.д.), а также после капремонта необходимо провести обкатку и испытания отремонтированного двигателя на стенде.
Капитальный ремонт двигателя, замена грм, замена блока цилиндров, замена агрегатов, установка двигателя, замена двигателя, замена контрактного двигателя, автозапчасти для двигателей, ремонт двигателей, ремонт двигателей в Красноярске, замена ГРМ в красноярске
Что такое шлифовка коленчатого вала? — Capital Reman Exchange
Шлифовка коленчатого вала в Capital Reman
Мы в Capital Reman являемся экспертами в области шлифовки и восстановления дизельных коленчатых валов. Шлифовка коленчатого вала заключается в удалении незначительного количества готового материала со штока и коренных шеек для восстановления детали до заводских спецификаций. Полный 25-этапный процесс восстановления коленчатого вала довольно интенсивен, но имеет решающее значение для завершения восстановления двигателя. В этой статье объясняются основные компоненты конструкции коленчатого вала, а также тонкости восстановления коленчатого вала.
Коленчатый вал состоит из шатунных и коренных шеек. Эти шейки представляют собой концевые подшипники в нижней части шатунов напротив поршней. Шейки (также называемые шатунными шейками) соединены с противовесами с помощью пластин, называемых лямками. Эти противовесы помогают сбалансировать нагрузку на коленчатый вал во время движения. Также имеется передняя часть коленчатого вала, которая соединяется со шкивом или гасителем колебаний. В шатуны и коренные валы встроены масляные каналы, позволяющие маслу течь по всему коленчатому валу. Важно, чтобы отверстия подшипников были выровнены должным образом, чтобы масло могло течь. Задний конец коленчатого вала соединен с маховиком.
Эти шейки представляют собой концевые подшипники в нижней части шатунов напротив поршней. Шейки (также называемые шатунными шейками) соединены с противовесами с помощью пластин, называемых лямками. Эти противовесы помогают сбалансировать нагрузку на коленчатый вал во время движения. Также имеется передняя часть коленчатого вала, которая соединяется со шкивом или гасителем колебаний. В шатуны и коренные валы встроены масляные каналы, позволяющие маслу течь по всему коленчатому валу. Важно, чтобы отверстия подшипников были выровнены должным образом, чтобы масло могло течь. Задний конец коленчатого вала соединен с маховиком.
Основная причина шлифовки коленчатого вала заключается в том, что коленчатый вал со временем изнашивается. За тысячи миль осевой люфт между коленчатым валом и подшипниками увеличивается. Когда «подгонка» между подшипниками и кривошипом не идеальна, это снижает давление масла и снижает смазывающую способность. Чем меньше масла попадает в кривошип, тем быстрее он изнашивается. Когда вы уменьшаете размер подшипников, вы также уменьшаете общую площадь поверхности. Меньшая площадь поверхности означает меньшее трение и лучшую производительность двигателя. Кроме того, когда вы шлифуете коленчатый вал, шейки имеют больший радиус, что снижает нагрузку на углы. Работа двигателя с отшлифованным коленчатым валом может быть весьма заметна на динамометрическом стенде. Рабочие коленчатые валы можно облегчить, просверлив штифты, но в основном, когда вы говорите о рабочих деталях, вы имеете в виду распределительный вал. В целом, подавляющее большинство проблем с коленчатым валом связано с подшипниками.
Когда вы уменьшаете размер подшипников, вы также уменьшаете общую площадь поверхности. Меньшая площадь поверхности означает меньшее трение и лучшую производительность двигателя. Кроме того, когда вы шлифуете коленчатый вал, шейки имеют больший радиус, что снижает нагрузку на углы. Работа двигателя с отшлифованным коленчатым валом может быть весьма заметна на динамометрическом стенде. Рабочие коленчатые валы можно облегчить, просверлив штифты, но в основном, когда вы говорите о рабочих деталях, вы имеете в виду распределительный вал. В целом, подавляющее большинство проблем с коленчатым валом связано с подшипниками.
Подшипники коленчатого вала
В процессе восстановления машинист в основном занимается шлифовкой шатуна и коренных шеек. При первоначальном осмотре коленчатого вала с помощью микрометра слесарь определит, какие подшипники нуждаются в шлифовке. Показатели того, что шейка нуждается в шлифовке, включают износ поверхности и ее шероховатость на ощупь. Иногда журнал выбивается из центра, и его необходимо выровнять, чтобы закруглить и выпрямить. Следовательно, диаметр шейки может быть расположен вне квадрата на обоих концах штифтов. Каждая шлифовка отличается, но все коленчатые валы могут быть отшлифованы, чтобы обеспечить больший или меньший ход в зависимости от потребностей клиента.
Следовательно, диаметр шейки может быть расположен вне квадрата на обоих концах штифтов. Каждая шлифовка отличается, но все коленчатые валы могут быть отшлифованы, чтобы обеспечить больший или меньший ход в зависимости от потребностей клиента.
Когда слесарь решил восстановить коленчатый вал, он шлифует верхний слой шейки, чтобы сделать поверхность гладкой. Снимаемая сумма определяется путем изучения спецификаций OEM и степени износа шейки. Типичные удаляемые количества составляют (стандарт) 0,005″, 0,010″, 0,020″ и 0,030″. Кривошип можно отшлифовать до размера 0,050 дюйма, так как это самый большой размер подшипника, который производит OEM-производитель. определено, слесарь установит индексированное кольцо на 0 и удержит маховик в положении 0. Затем слесарь поворачивает фиксирующую ручку, чтобы задействовать устройство. Прежде чем слесарь будет готов начать шлифование, он затем принимает во внимание допуск безопасности для любые ошибки настройки. Существует 5 различных положений допуска: 0,02″-. 06″. После того, как допуск безопасности будет записан, слесарь с помощью рычага вернет шлифовальную головку в исходное положение, а микрометрический маховик подачи повернется против часовой стрелки с таким же настроены как упорные ручки. Теперь можно шлифовать. Машинист будет вручную продвигать шлифовальную головку к шлифованной шейке до тех пор, пока она не завершит движение вокруг вращающегося коленчатого вала. Крайне важно, чтобы механик Отрегулируйте скорость маховика и отрегулируйте ее по ширине шейки. Ручка рабочей предустановки позволяет быстро выполнять компенсацию припуска от журнала к журналу и позволяет машинисту переходить к новому журналу без необходимости сброса спецификаций.
06″. После того, как допуск безопасности будет записан, слесарь с помощью рычага вернет шлифовальную головку в исходное положение, а микрометрический маховик подачи повернется против часовой стрелки с таким же настроены как упорные ручки. Теперь можно шлифовать. Машинист будет вручную продвигать шлифовальную головку к шлифованной шейке до тех пор, пока она не завершит движение вокруг вращающегося коленчатого вала. Крайне важно, чтобы механик Отрегулируйте скорость маховика и отрегулируйте ее по ширине шейки. Ручка рабочей предустановки позволяет быстро выполнять компенсацию припуска от журнала к журналу и позволяет машинисту переходить к новому журналу без необходимости сброса спецификаций.
Диаграмма коленчатого вала дизеля
После того, как коленчатый вал отшлифован до соответствующего размера, он полируется. Шейки полируются наждачной бумагой или полировальными лентами. Полировка шеек предотвращает застревание подшипников в какой-либо грубой отделке. Для полировки коленчатого вала кривошип вращается против часовой стрелки, а бумага при вращении вручную помещается на шейки. Шейки становятся чрезвычайно гладкими, что снижает сопротивление и улучшает общую мощность и крутящий момент двигателя. Следует отметить, что в процессе шлифовки учитывается полировка коленчатого вала. Готовая полировка снимает немного больше материала поверх шлифовки в точном соответствии со спецификацией OEM.
Шейки становятся чрезвычайно гладкими, что снижает сопротивление и улучшает общую мощность и крутящий момент двигателя. Следует отметить, что в процессе шлифовки учитывается полировка коленчатого вала. Готовая полировка снимает немного больше материала поверх шлифовки в точном соответствии со спецификацией OEM.
После шлифовки останется довольно много лишнего зазора. Зазор просто слишком велик и должен быть возвращен к заводским допускам. Это достигается путем установки подшипников меньшего или большего размера, потому что при шлифовке размер новой шейки меньше. Используемые подшипники должны соответствовать надлежащим зазорам OEM для потока масла по диаметру шейки.
Некоторые ремонтники коленчатого вала подрезают коленчатый вал. Подрезание шеек коленчатого вала и их последующая сварка укрепляют коленчатый вал. Некоторые кривошипы не подходят для шлифовки, потому что они значительно ниже допусков OEM. В этом случае вы можете утилизировать коленчатый вал или решить сварить его.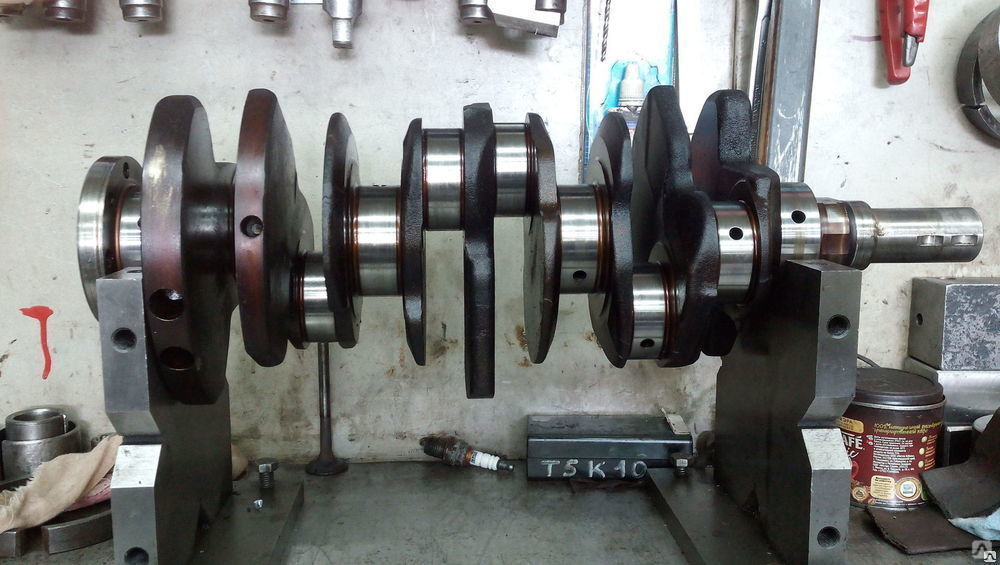 Наплавка включает в себя термическое напыление и процесс снятия напряжения при сильном нагреве. Все коленчатые валы также будут проверены на прямолинейность. Если коленчатый вал не отцентрирован, слесарь нагреет коленчатый вал, воспользуется сварочно-рихтовочной машиной Gleason и переместит коленчатый вал. После шлифовки, полировки и выпрямления коленчатого вала его проверяют на твердость по шкале твердости Роквелла. Если коленчатый вал поставляется во влажный климат, он покрывается Cosmoline, который является средством защиты от ржавчины.
Наплавка включает в себя термическое напыление и процесс снятия напряжения при сильном нагреве. Все коленчатые валы также будут проверены на прямолинейность. Если коленчатый вал не отцентрирован, слесарь нагреет коленчатый вал, воспользуется сварочно-рихтовочной машиной Gleason и переместит коленчатый вал. После шлифовки, полировки и выпрямления коленчатого вала его проверяют на твердость по шкале твердости Роквелла. Если коленчатый вал поставляется во влажный климат, он покрывается Cosmoline, который является средством защиты от ржавчины.
Шлифовка коленчатого вала является методической, но важной частью восстановления двигателя. Сегодня станки с ЧПУ могут шлифовать и полировать коленчатый вал за считанные минуты, однако ручной способ дает возможность повысить производительность и внимательно следить за общей прочностью кривошипа.
Метки для этой статьи
коленчатый вал, шлифование коленчатого вала, дизельный коленчатый вал, восстановление дизельных двигателей, дизельные двигатели
Категории статей
Автомобильные статьи,Дизельные статьи,Проблемы и ремонт дизельных двигателей,
ШЛИФОВАНИЕ КОЛЕНЧАТОГО ВАЛА
www. swisschuck.com
swisschuck.com
Эта статья была написана для SwissChuck, ведущего производителя зажимных приспособлений, с явной целью дать своим клиентам рекомендации по скорости и подаче.
Шлифовка коленчатого вала
Вместе с распределительным валом коленчатый вал является наиболее сложной и дорогостоящей механической частью двигателя внутреннего сгорания. Вся мощность двигателя действует на коленчатый вал. Следовательно, кривошип преобразует возвратно-поступательное линейное движение поршней во вращательное движение и усилие. Это вращательное усилие передается на трансмиссию, а затем на колеса. Коленчатые валы либо выкованы из стального прутка для более мощных дизельных двигателей, либо подвергнуты термообработке поверхности в диапазоне от 25 до 40 HRc. В качестве альтернативы изготавливают коленчатые валы из литого чугуна с шаровидным графитом от 150 до 250 BHN для автомобильных двигателей. Однако сегодня преобладают кованые коленчатые валы, так как они легче и обладают более высокими демпфирующими свойствами, чем литые коленчатые валы.
Современные станки для шлифования коленчатых валов работают почти исключительно с керамическим кругом из CBN на высоких рабочих скоростях.
Различные участки шлифования коленчатого вала требуют различных стратегий шлифования.
· Колчание для соединительных стержней (ответственность за действие подъема)
· Журналы для подшипников (концентрические с осью вращения коленчатого вала)
· Фланцы для монтажа Flywheel
· End Journ
Рисунок 1: Номенклатура коленчатых валов
Рисунок 2: Операции шлифования коленчатого вала
Основное различие при шлифовке коленчатого вала заключается в шлифовке шатунных шеек и коренных подшипников.
Иллюстрация 3: Шлифование шатунных шеек и шатунных шеек
Кроме того, на каждом конце коленчатого вала выполняются две стандартные операции врезания с цилиндрическим углом наружного диаметра. Один для концевого штока, где установлена ведущая звездочка распределительного вала. С другой стороны, операция врезания под вторым углом предназначена для шлифования фланца, на котором установлен маховик.
Рис. 4: Шлифование диаметра фланца и торцевого стержня
В то время как шлифование шеек представляет собой цилиндрическую врезную операцию, шлифование шатунных шеек является несколько более сложным, поскольку шатунная шейка совершает дополнительное орбитальное движение, которое компенсируется перемещением колесо назад и вперед вдоль его оси X.
Рисунок 5: Орбитальное движение шатунной шейки и осевое смещение шлифовального круга
При стандартном врезном шлифовании точка контакта всегда находится на одной и той же горизонтальной оси шлифовального круга и заготовки. Напротив, точка контакта при шлифовке шатунной шейки перемещается вертикально вверх и вниз, как показано ниже:
Иллюстрация 6: Орбитальное движение шатунной шейки и смещение точки контакта
Для этого требуется сложный алгоритм для координации движений осей заготовки по оси C и оси X, чтобы шатунная шейка была идеально круглой. Для шлифовки шатунов существует несколько вариантов, в зависимости от созвездия шлифовального круга шлифовальной бабки станка. Если имеется только одна шлифовальная головка, она шлифует каждый штифт отдельно, как показано ниже.
Если имеется только одна шлифовальная головка, она шлифует каждый штифт отдельно, как показано ниже.
Рис. 7: Шлифовка шатунной шейки одинарной шлифовальной головкой
Если станок для шлифовки кривошипов имеет две шлифовальные головки, он одновременно шлифует две шатунные шейки. В более простом созвездии колесных головок колесные головки могут двигаться одновременно назад и вперед. Для коленчатого вала четырехцилиндрового двигателя две шатунные шейки на одной и той же горизонтальной оси шлифуются вместе. Это могут быть шатунные шейки 1 и 4 или 2 и 3, как показано ниже.
Рис. 8: Шлифование шатунных шеек двойной шлифовальной головкой
Рис. 9: Одновременное шлифование двойной шлифовальной головкой
Современные станки для шлифовки коленчатых валов также могут иметь шлифовальные головки, которые могут двигаться в противоположных направлениях друг относительно друга. Эта установка позволяет шлифовать шатунные шейки, расположенные не на одной горизонтальной оси, например, шатунные шейки 1 и 2 или 3 и 4.
Коренные шейки являются местами расположения подшипников коленчатого вала в двигателе. Поскольку они находятся в идеальном соответствии с осью вращения коленчатого вала, шлифование коренных подшипников является стандартной операцией врезного шлифования наружного диаметра. Та же конфигурация шлифовального станка используется для шлифования шатунных шеек. Станок может иметь одну или две шлифовальные головки.
Рисунок 11: Шлифование шейки подшипника с помощью одинарной шлифовальной головки
В дополнение к подходу с одним шлифовальным кругом, описанному выше, конфигурация с двумя шлифовальными кругами может одновременно шлифовать две шейки подшипника.
Рис. 12: Одновременное шлифование шеек подшипников с помощью двойной шлифовальной головки
В качестве альтернативы шейки подшипников можно шлифовать на бесцентровом шлифовальном станке. Здесь все шейки подшипников шлифуются за один установ со сложной колесной формулой. При бесцентровом шлифовании заготовка свободно сидит на так называемом рабочем лезвии. Он прижимается к шлифовальному кругу регулирующим кругом. На следующем рисунке показана типичная установка бесцентрового колеса:
Он прижимается к шлифовальному кругу регулирующим кругом. На следующем рисунке показана типичная установка бесцентрового колеса:
Рис. 13: Бесцентровое шлифование шеек коренных подшипников
Параметры процесса плунжерного шлифования коленчатого вала
Скорость вращения колеса vc диапазон составляет от 80 до 100 м/с, особенно при шлифовке шатунных шеек.
Врезная подача vf : Скорость врезной подачи (мм/мин) имеет несколько предустановленных точек переключения, известных при стандартном круглом врезном шлифовании. В начале цикла шлифования шлифовальный круг подается с высокой скоростью подачи в заданное безопасное положение заготовки, чтобы сократить время шлифования воздухом.
Рис. 14: Шлифование диаметра шатунной шейки и упорной поверхности
После подачи сигнала о контакте станок запускает цикл более медленной черновой подачи до тех пор, пока не будет достигнута заданная точка переключения. Здесь станок снижает скорость подачи до предварительно заданной чистовой скорости подачи, пока не достигнет следующей заданной точки переключения. Затем он изменяет чистовую чистовую скорость подачи до тех пор, пока не будет достигнут окончательный заданный размер. На этом этапе станок останавливает подачу. Тем не менее, он остается неподвижным в течение нескольких оборотов в фиксированном положении по оси X, называемом искровым разрядом. Искровой разряд служит для снятия остаточного напряжения в заготовке и придания окончательного размера и чистоты поверхности.
Здесь станок снижает скорость подачи до предварительно заданной чистовой скорости подачи, пока не достигнет следующей заданной точки переключения. Затем он изменяет чистовую чистовую скорость подачи до тех пор, пока не будет достигнут окончательный заданный размер. На этом этапе станок останавливает подачу. Тем не менее, он остается неподвижным в течение нескольких оборотов в фиксированном положении по оси X, называемом искровым разрядом. Искровой разряд служит для снятия остаточного напряжения в заготовке и придания окончательного размера и чистоты поверхности.
Шлифование коленчатых валов с помощью керамических кругов из эльбора и нитрида
Сегодня в современных станках для шлифования коленчатых валов используются круги из керамического эльбора (Vit), которые работают при высоких поверхностных скоростях от 80 до 160 м/с и высоких скоростях подачи vf. Диаметр колес варьируется в диаметре от 500 до 750 мм. В общем, конструкция колеса состоит из сегментов CBN, наплавленных на подложки из карбида кремния, которые, в свою очередь, наклеены на стальной корпус. В качестве альтернативы существуют решения с непрерывными кольцами, установленными на корпусе из стали или полимеров, армированных углеродным волокном (CFRP).
В качестве альтернативы существуют решения с непрерывными кольцами, установленными на корпусе из стали или полимеров, армированных углеродным волокном (CFRP).
Требования к охлаждающей жидкости для высокоскоростного шлифования
Высокие скорости круга обеспечивают более холодное шлифование, так как CBN-зерно имеет более короткий контакт с заготовкой, поскольку CBN обладает высокой теплопроводностью, которая отводит тепло из зоны резания. Кроме того, при шлифовании с Vit CBN процесс должен проходить при высоком давлении охлаждающей жидкости не менее 15–20 бар с использованием шлифовального масла или водорастворимой охлаждающей жидкости. В Европе пользователи предпочитают шлифовальное масло, тогда как в Северной Америке пользователи предпочитают охлаждающие жидкости на водной основе. Кроме того, полезно использовать дополнительную чистящую насадку с высоким давлением от 30 до 80 бар, поскольку она продлевает срок службы шлифовальных кругов.
Производительность
Для кругов VIT CBN скорость съема материала Q-Prime составляет от 30 до 80 мм3/мм/сек. Для шатунов Q-простые числа находятся в нижней части этого диапазона, т. е. около 30 мм3/мм/сек. Для предварительной обработки можно использовать гальванические круги с размером зерна FEPA 213 (≈ Ø 0,2 мм). Скорость съема материала Q-prime составляет 150 мм3/мм/сек или даже выше для предварительной обработки кругами из CBN с гальваническим покрытием. Высокие подачи vf приводят к более короткому циклу шлифования и, таким образом, к лучшей экономичности процесса. Дополнительным преимуществом использования керамических кругов из CBN являются длительные интервалы правки. Для предварительной обработки можно использовать гальванические круги с размером зерна FEPA 213 (≈ Ø 0,2 мм).
Для шатунов Q-простые числа находятся в нижней части этого диапазона, т. е. около 30 мм3/мм/сек. Для предварительной обработки можно использовать гальванические круги с размером зерна FEPA 213 (≈ Ø 0,2 мм). Скорость съема материала Q-prime составляет 150 мм3/мм/сек или даже выше для предварительной обработки кругами из CBN с гальваническим покрытием. Высокие подачи vf приводят к более короткому циклу шлифования и, таким образом, к лучшей экономичности процесса. Дополнительным преимуществом использования керамических кругов из CBN являются длительные интервалы правки. Для предварительной обработки можно использовать гальванические круги с размером зерна FEPA 213 (≈ Ø 0,2 мм).
Алмазная правка кругов из эльборового нитрида
Круги из эльборового нитрида должны быть правятся с помощью ротационных алмазных правящих инструментов. Как правило, правку проводят следующим образом: Контакт между правящим валком и шлифовальным кругом устанавливается в асинхронном режиме.